


聚氨酯保温钢管在施工时的一个就是做好防水:
1:镀锌铁皮保温钢管从名义上推断,也就是在外观测验。焊接接头的外观测验是一种手续简略而又应用宽泛的测验方式,是成品测验的一个主要内容,紧要是察觉焊缝名义的缺点跟是非上的偏差。一样通过眼珠观看,借助尺度样板、量规跟放大镜等工具进行测验。若焊缝名义浮现缺点,焊缝以内便有存在缺点的可能。
2:聚氨酯保温管物理方式的测验:物理的测验方式是应用一些物理景象,进行测定或测验的方式。资料或工件以内缺点情况的检讨,一样都是采用无损探伤的方式。无损探伤有超声波探伤、射线探伤、浸透探伤、磁力探伤等。
3:聚氨酯保温管受压容器的强度测验:受压容器,除进行密封性试探外,还要进行强度试探。常见有水压试探和睦压试探两种。它们都能测验在压力下工作的容器跟管道的焊缝精致性。气压试探比水压试探更为敏锐跟速,同时试探后的产品不必排水处置,对排水艰巨的产品尤为实用。但试探的危险性比水压试探大。进行试探时,必定要遵守相应的保险技巧办法,以防试探进程中产生事变。
一般的直埋保温管道的生产工艺可以分为冷拔与热轧两种,冷轧聚氨酯保温管道的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。
然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧聚氨酯保温管道要短于热轧聚氨酯保温管道,冷轧聚氨酯保温管道的壁厚一般比热轧聚氨酯保温管道要小,但是表面看起来比厚壁聚氨酯保温管道更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
国标聚氨酯保温钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧聚氨酯保温管道在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验,贴上标签、进行规格编排后放置到到仓库当中。

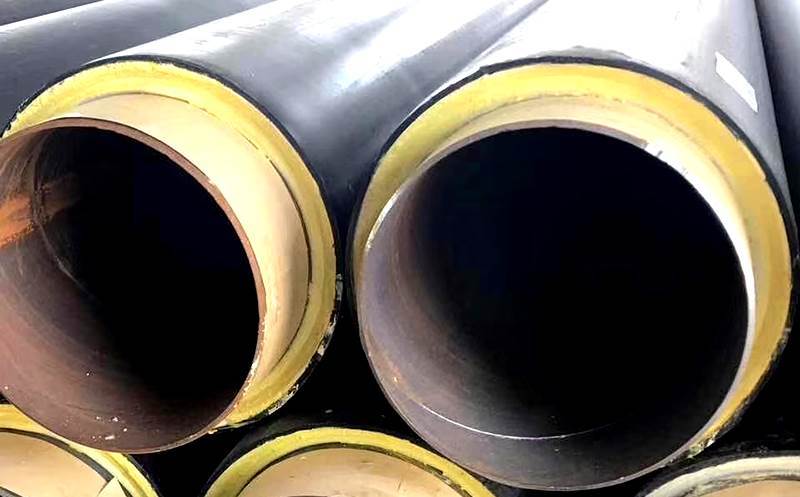
聚氨酯发泡保温无缝钢管生产工艺
①热轧聚氨酯保温管道主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
聚氨酯发泡保温无缝钢管生产工艺
②冷轧(拔)聚氨酯保温管道主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
.jpg)
聚氨酯保温管的接头有几种类型?
1、热收缩带式套袖接头
热收缩带式套袖接头是由专用进口热收缩带通过火焰加热收缩,将聚乙烯外护管和接头套袖搭接处严密柔性连接,既保证了接头的密封性和防水性,又可吸收管道的轴向位移。该方式所需设备工具简单,对于中小口径管道尤为方便实用。
2、电热熔焊式套筒接头
电热熔焊式套筒接头是通过专用控温塑料焊接设备加热预埋在聚乙烯套管内的加热丝,通过加热并施加一定压力,使接头套管和聚乙烯外护管融为一体。
焊接接头处拉伸强度保证不低于外壳母材,稳定可靠,操作简便。


